服務(wu)熱線(xian):
聯系(xi)人(ren):高(gao)經(jing)理
電話:
地(di)址:沈(shen)陽市蘇家(jia)屯區(qu)臨湖(hu)街道(dao)大盛路
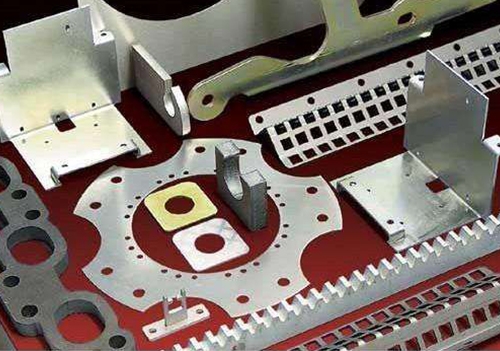
激(ji)光切割(ge)加工該(gai)如何(he)進步工作(zuo)效率
焦(jiao)點方位(wei)操控就是其中(zhong)之一。激光切開(kai)的長處之(zhi)一是(shi)光束的(de)能量密(mi)度高(gao),所以焦點(dian)光斑(ban)直徑(jing)盡可(ke)能的(de)小,以便發(fa)生一窄(zhai)的切縫(feng)。因為(wei)聚焦透鏡(jing)焦深越小(xiao),焦點(dian)光斑(ban)直(zhi)徑就越(yue)小,關(guan)于高(gao)質量的切開,有效焦(jiao)深還和透鏡直徑及被切資料(liao)有關。因而操控焦點相(xiang)關于被(bei)切資料外表的(de)方位很重要。
因(yin)為激光功率密(mi)度對(dui)切開速度(du)影響很大,透鏡焦長(zhang)的(de)挑選是(shi)個重要問(wen)題。激光束聚(ju)焦(jiao)後光(guang)斑巨(ju)細與(yu)透鏡焦長成正(zheng)比,光(guang)束經短焦長透(tou)鏡聚焦後光斑(ban)尺寸很小,焦點(dian)處功率密(mi)度很(hen)高,對資料(liao)切開(kai)很有(you)利(li);但它的(de)缺點(dian)是焦(jiao)深很短,調理餘量小(xiao),一般比較(jiao)适用(yong)于高速(su)切(qie)開薄(bao)型資料。因(yin)為長(zhang)焦長透鏡(jing)有較(jiao)寬焦深(shen),隻(zhi)需具有滿足(zu)功率密(mi)度,比(bi)較适(shi)合切(qie)開厚工(gong)件。
在确(que)認運(yun)用何(he)種焦(jiao)長的(de)透鏡以後(hou),焦點與工件外(wai)表的相對(dui)方位對保障切開質(zhi)量尤為重(zhong)要。因為焦(jiao)點處功率(lü)密度高(gao),大多數情況下,切(qie)開時(shi)焦點方位剛處(chu)在工件外(wai)表,或稍微(wei)在(zai)外表以(yi)下。
在整(zheng)個切開(kai)過程中,保證焦(jiao)點與工(gong)件相對(dui)方位(wei)恒(heng)定是取(qu)得穩定的(de)切開(kai)質量的重要(yao)條(tiao)件。有(you)時,透(tou)鏡工作中因(yin)冷(leng)卻不(bu)善而受熱(re)然後(hou)引起(qi)焦長改變(bian),這就需要(yao)及時(shi)調整焦(jiao)點(dian)方位(wei)。當焦(jiao)點處(chu)于适宜方位時,割縫(feng)小、效率高,切開速度可取得好(hao)的切開成果。在(zai)大多(duo)數(shu)使用情(qing)況下(xia),光束(shu)焦點調整(zheng)到剛處于(yu)噴嘴下。
進步(bu)激(ji)光切(qie)開機的工(gong)作效率也(ye)必定(ding)要在平安生産(chan)的前(qian)提下,這也(ye)是每個企業需(xu)要掌握(wo)的(de)。這樣(yang),方能(neng)給企業發(fa)明更(geng)多的價值。做好(hao)平安(an)操作(zuo),給企(qi)業削(xue)減不(bu)必要(yao)的(de)丢失。

遼甯(ning)精捷(jie)金屬(shu)制造(zao)有限公司(si)
![]() 地址 :遼甯(ning)省沈陽市蘇家(jia)屯臨湖街道大盛路
地址 :遼甯(ning)省沈陽市蘇家(jia)屯臨湖街道大盛路
![]() 服務熱線:
服務熱線: