您(nin)好,歡(huan)迎光臨遼(liao)甯精捷金屬制造有(you)限公(gong)司(si)!

服(fu)務熱(re)線:
您(nin)好,歡(huan)迎光臨遼(liao)甯精捷金屬制造有(you)限公(gong)司(si)!
服(fu)務熱(re)線:
聯系(xi)人:高經理(li)
電話:
地址:沈陽(yang)市蘇家屯區臨(lin)湖街道(dao)大盛路(lu)
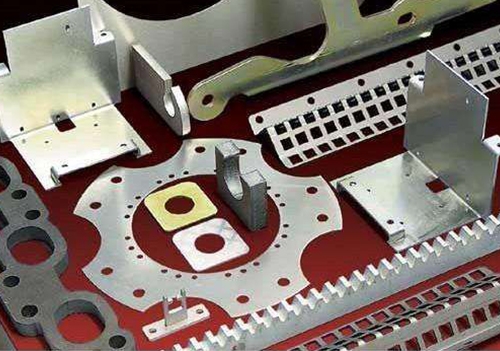
激光(guang)切割(ge)加工(gong)的專(zhuan)業講解,一起來看(kan)看吧
切割焦(jiao)點(dian)在工件外表 這(zhe)種方法(fa)也成(cheng)為0焦距(ju),一(yi)般常見(jian)于spc,sph,ss41等工件切(qie)割(ge)時(shi)運用(yong),運用(yong)的時分切割機(ji)的焦點選(xuan)在靠近(jin)工件外(wai)表,這種模(mo)式下(xia)的工件(jian)上(shang)下外表潤(run)滑(hua)度不一(yi)樣,一般而(er)言靠(kao)近焦點(dian)的切(qie)割(ge)面相對很潤滑(hua),而遠離(li)切割焦(jiao)點的(de)下外表顯得(de)粗糙。這種模(mo)式應根(gen)據實踐(jian)運用中上(shang)外表(biao)和下外(wai)表(biao)的工(gong)藝要(yao)求而定。
激(ji)光切割(ge)機切割的長處之一(yi)便(bian)是光束的(de)能量(liang)密度高(gao),所以焦(jiao)點光(guang)斑直徑會(hui)盡(jin)或(huo)許(xu)的(de)小,以(yi)便發生很(hen)微(wei)小的切(qie)縫。因(yin)為聚集透(tou)鏡(jing)的(de)焦深越小(xiao),焦點光斑(ban)的直(zhi)徑(jing)就越小。關于(yu)高質量(liang)、高精度的切割,有(you)效焦(jiao)深(shen)還與透鏡直徑和被切(qie)資(zi)料有關(guan),因而(er)操控焦點(dian)和被(bei)切資(zi)料外(wai)表的位置是十分重要的。
切割焦點在工件上(shang)面 這(zhe)種方法(fa)我們(men)也成為負焦距,因(yin)為激(ji)光切(qie)割機(ji)切割(ge)點不(bu)是位于切割資料的(de)外表(biao)也不是(shi)位(wei)于切(qie)割資料的裡邊,而(er)是(shi)定位在切(qie)割(ge)資料的上方。這種(zhong)方法(fa)主要運用與切(qie)割厚(hou)度高(gao)的原料。這種方法之所以(yi)将焦點定(ding)位在(zai)切割原料(liao)的上方,主(zhu)要是(shi)因為(wei)厚闆需求的切幅(fu)大,不然噴嘴輸(shu)送(song)的氧(yang)氣很簡(jian)單(dan)呈現(xian)導緻(zhi)不足而緻使切割溫度下(xia)降。但這種方法(fa)的一個缺陷是(shi),切(qie)割面比較粗(cu)糙,不太(tai)适(shi)用于(yu)精細度(du)高的切(qie)割。
切割焦(jiao)點在(zai)工件(jian)裡邊 這種(zhong)方法也成(cheng)為正(zheng)焦距。當你需求(qiu)切割的工(gong)件為不鏽鋼(gang)或(huo)許鋁(lü)材鋼(gang)闆(pan)時常用(yong)切割點在工件(jian)裡邊的(de)模(mo)式(shi)。但這種(zhong)方法的一(yi)個缺陷是(shi),因為焦點原(yuan)理切割(ge)外表,切幅(fu)相比(bi)照切割(ge)點在工(gong)件外表大(da),同時這種模式下需(xu)求的切割(ge)氣流(liu)要大,溫度要足(zu),切割穿孔(kong)時刻(ke)稍長(zhang)點。所(suo)以當(dang)你選工件(jian)的原(yuan)料主(zhu)要為不鏽(xiu)鋼或許鋁材燈(deng)硬度大的(de)原料(liao)時分選用。
切割(ge)加(jia)工")
遼(liao)甯精捷金(jin)屬制造有限公司
![]() 地(di)址 :遼甯省沈陽(yang)市蘇(su)家屯(tun)臨湖(hu)街道(dao)大盛路
地(di)址 :遼甯省沈陽(yang)市蘇(su)家屯(tun)臨湖(hu)街道(dao)大盛路
![]() 服(fu)務熱(re)線:
服(fu)務熱(re)線: